
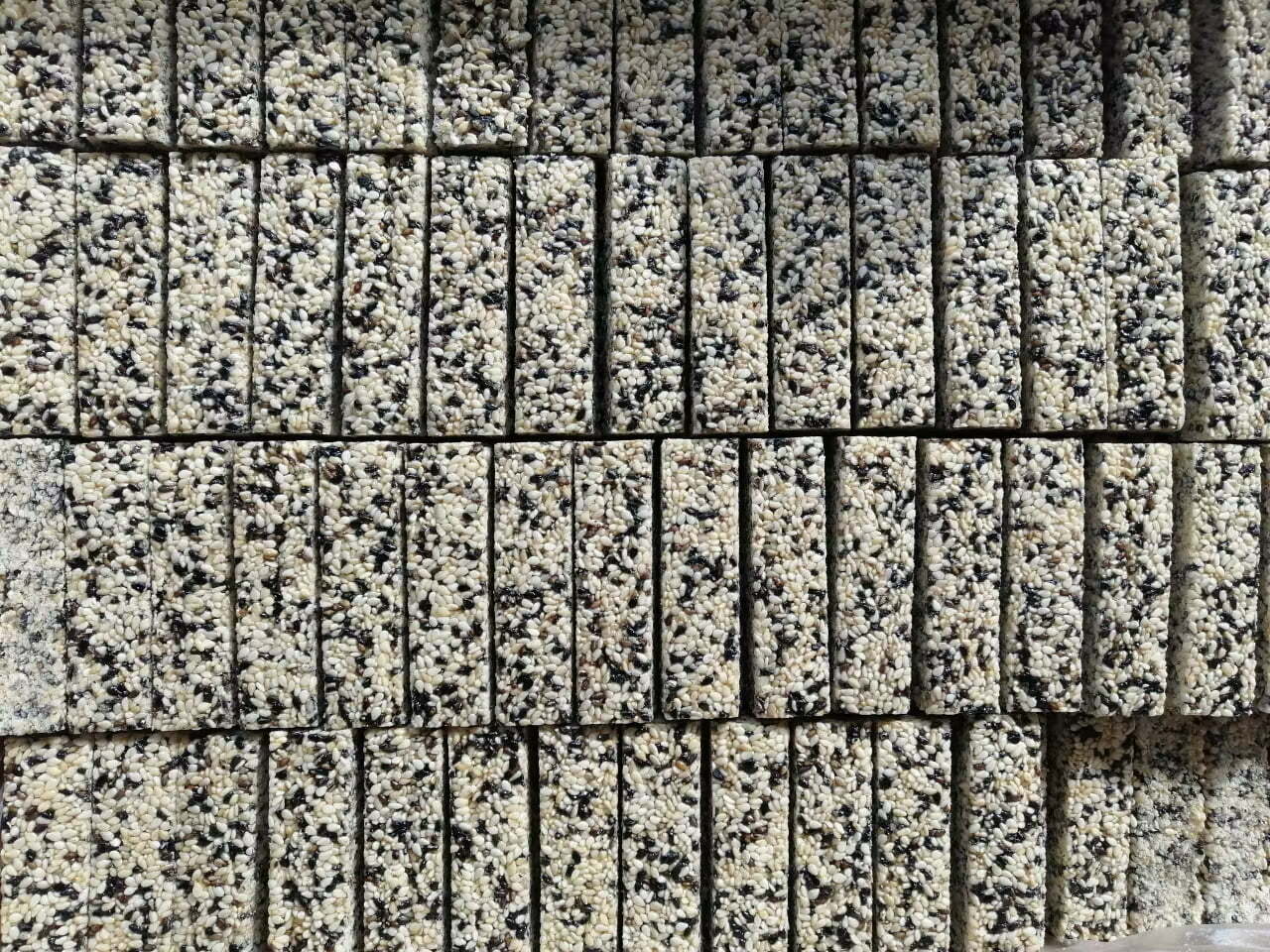
이 땅콩 시리얼 바 성형 기계는 땅콩 브리틀 바를 압착하고, 냉각하고, 자를 수 있습니다. 또한 참깨, 사시미, 해바라기 씨, 떡 및 기타 견과류에도 적용할 수 있습니다. 이 땅콩 치키 바 성형 기계는 단일 기계로 사용하거나 믹서 또는 필로우 포장 기계와 함께 땅콩 브리틀 생산 라인에서 사용할 수 있습니다. 이 기계로 생산된 땅콩 시리얼 바는 동일한 크기, 좋은 맛을 가지며 깨끗하고 위생적입니다.
땅콩 사탕 성형 및 절단 비디오 보기
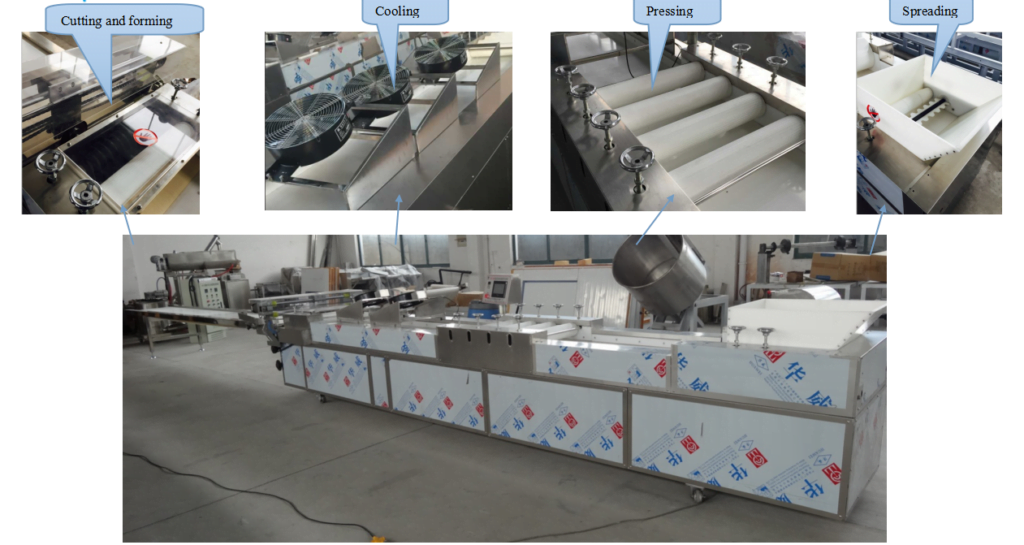
땅콩 시리얼 바 성형 기계의 기계 구조
이 땅콩 시리얼 바 성형 기계는 고급 기계 구조를 채택하고 전기 PLC 터치스크린 운영 시스템과 결합되어 있습니다. 땅콩 바 성형 기계는 4개의 롤러, 3개의 팬, 그리고 크로스 블레이드와 몇 개의 슬리팅 블레이드를 포함한 한 세트의 블레이드로 구성되어 있습니다. 이를 통해 생산이 완전 자동화되어 생산 비용을 줄이고 생산 효율성을 향상시킬 수 있습니다. 이 기계는 연속적인 공급, 자동 평탄화 및 절단을 실현할 수 있습니다. 고객은 크로스 블레이드를 조정하여 시리얼 바의 두께를 조절하고 시간 간격을 줄일 수 있습니다. 전체 기계는 생산 과정 중 수동 연결 없이 연속적으로 생산할 수 있으며, 완전 자동화 및 지능형 작동을 실현합니다.
땅콩 치키 바 성형 기계의 작동 원리
저어준 땅콩과 기타 재료는 자동으로 평탄화 및 압착을 위해 공급기를 통해 기계 평탄화 부분으로 보내집니다. 그리고 컨베이어 벨트는 원자재를 자동 절단 부분으로 가져옵니다. 설정된 요구 사항에 따라 교차 및 슬리팅 블레이드가 땅콩 브리틀을 분할하는 작업을 수행합니다. 이 과정에서 냉각 팬이 이를 식힙니다. 그런 다음 절단된 재료는 자동 포장을 위해 컨베이어 벨트를 통해 다음 완제품 포장 섹션으로 보내집니다.
- 냉각 팬은 이동이 가능합니다.
- 컨베이어 벨트는 PVC 재료로 만들어졌습니다.
- 절단 속도를 조절할 수 있으며, 땅콩 바의 길이를 조정할 수 있습니다.

땅콩 브리틀 바 절단 기계의 적용
멜론 씨앗 사탕, 땅콩 사탕, 사치마, 쌀 사탕, 냉동 쌀 사탕, 튀긴 쌀 사탕, 흑미 바삭바 및 기타 식품의 압착 및 절단에 적합합니다.



땅콩 치키 바 성형 기계의 특징
- 주 제어 회로는 수입된 단일 칩 마이크로컴퓨터를 채택하고, 인간-기계 인터페이스, 주파수 변환 제어 및 편리하고 빠른 매개변수 설정을 제공합니다. 중앙 집중식이고 직관적인 조작으로 인간화된 자동 운영 제어를 완전히 실현합니다.
- 고감도 전자 눈이 자동으로 정확하게 추적합니다. 피드백 정보가 정확하며, 편차가 매우 작습니다.
- 안정적인 작동, 자동 성형, 자재 이송 및 절단.
- 간단한 작동 및 낮은 노동 강도.
- 지속적인 생산, 매우 높은 출력.
- 기계 전송 시스템은 구조가 컴팩트하고 배치가 합리적입니다.
- 회로가 명확하고 깨끗하며 직접적인 유지보수가 필요하지 않습니다.



기술 매개변수
| 모델 | QY-SCX01 |
| 총 전력 | 380V/50HZ, 1.5kw |
| 220/50HZ, 2.5KW | |
| 사양 (mm) | 8000 (길이) * 1300 (너비) * 1200 (높이) |
| 무게 | 1050kg |
| 출력 | 50-500kg/h |
| 완제품 중량 | 5g-300g |
땅콩 브리틀 바 성형 기계의 설치
조건
- 땅콩 시리얼 바 성형기는 실내에 설치해야 하며 직사광선을 피해야 합니다.
- 장비실 바닥은 시멘트 바닥으로 포장해야 하며, 세척수 공급원과 배수구가 있어야 합니다.
- 장비실은 통풍이 잘 되어야 합니다.
- 장비에는 필요한 조명 시설과 380V 전원 공급이 있어야 합니다.
주의사항
- 땅콩 시리얼 바 성형기의 설치 위치는 일반적으로 수돗물 공급원에 가까워야 하며, 운영이 편리해야 합니다.
- 설치 시 유지보수를 용이하게 하기 위해 일정한 공간을 남기는 데 주의해야 합니다.
- 공장에서 설치된 부품은 포장을 푼 후 재확인하고 느슨한 부품을 조여야 합니다.




고장 및 해결책
- 전원을 켠 후 제어 화면이 켜지지 않습니다.
전원이 연결되지 않았습니다. 전원 공급을 확인하십시오.
- 잘리지 않습니다.
날과 컨베이어 벨트 사이의 간격이 너무 큽니다. 날의 높이를 조정하십시오.
- 프레스 블록의 두께가 균일하지 않습니다.
프레스 롤러 사이의 간격이 비례하지 않습니다.
- 단극 리바운드 스토퍼.
작업 속도가 너무 빠르고 작업 시간이 깁니다. 이렇게 하면 단일 폴이 튕겨져 나오지 않습니다.
- 길이가 잘못되었습니다.
잘못된 숫자 조정. 비율을 변환하고 올바른 숫자를 설정하십시오.
- 길이 및 짧이 조정이 좋지 않고 불규칙합니다.
인코더 링이 느슨합니다. 인코더 링을 교체하십시오.